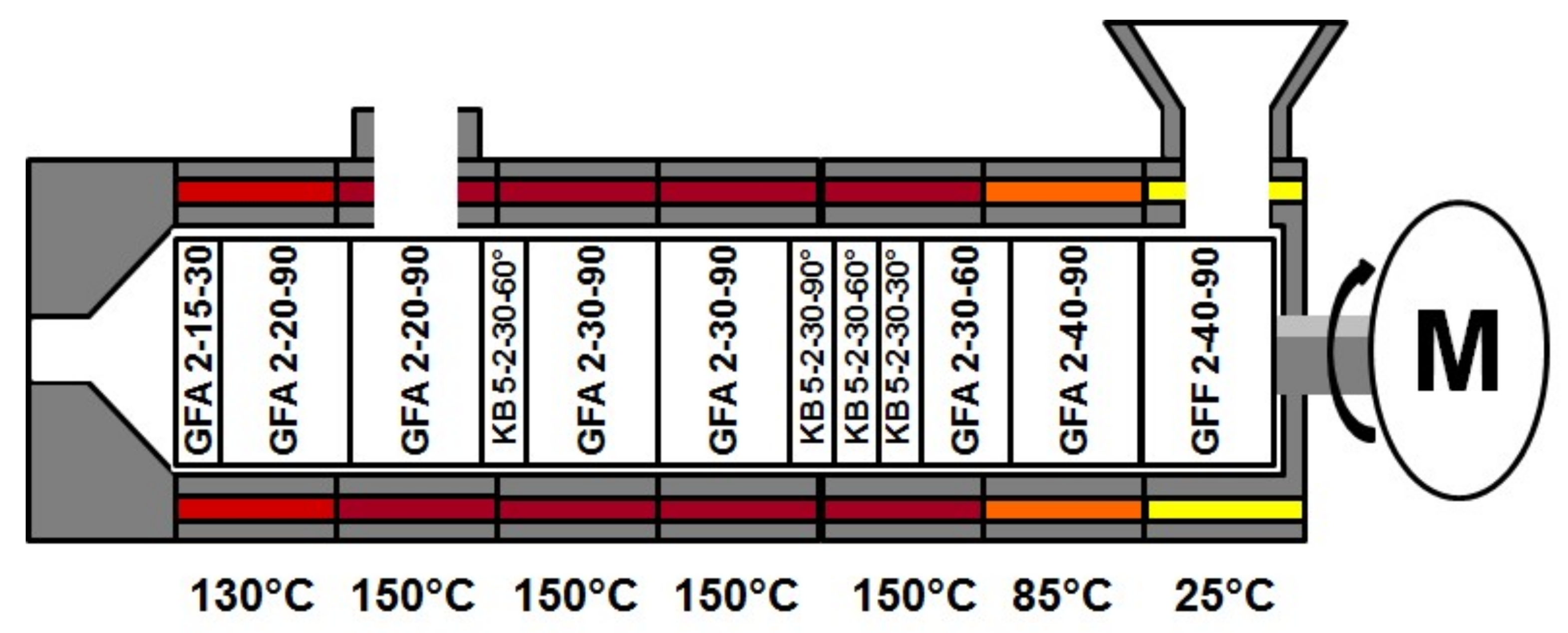
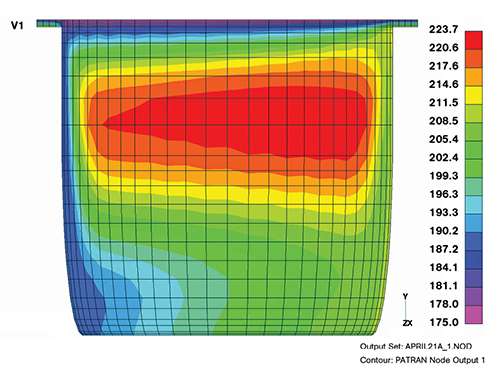
extrusion temperature profile
A high billet temperature limits the maximum speed of the extrusion press and can result in quality defects. A Du Pont nylon extrusion study noted that exit-melt-pressure fluctuations were seven times more extreme after the temperature of the two rear zones was dropped 50 deg F.
2
A typical extrusion line for processing flexible Vinyl will contain the following equipment.

. The desired extrusion temperature is rarely equal to the set temperature of the barrel due to viscous heating and other effects. The molten plastic is passed through a die to give. Disconnect or shut-off auxiliary feeding and downstream equipment and thoroughly clean material feed system ensuring all components including blenders hoppers.
Proper temperature and heating control of the plastic inside of the extrusion barrel is very important to achieving high quality output whether you are a profile extruder wire coating sheet extruder or any other of the downstream processes. If the molten plastic does not have the desired properties when it reaches the die head you will often have a difficult time achieving. 150C at infeed zone to 205C at the die gives highest output.
Length to diameter ratio should be 24 to 1. Three-zone screw 25 - 30 LD or barrier screw Compression Ratio. Ein extrudierter Schlauch wird von einer Form umschlossen und mittels Druckluft an die Werkzeugwand geblasen.
If the rate seems too low try raising the set points on zones 2 and 3 above the set points of the other zones to form a hump in the profile. Single screw profile sheet film without vacuum plain feeding section with vacuum or pressure-relieved grooved feeding section by increased screw pitch and channel depth Screw Design. When it comes to motor load if you are up to your limit in amps check the speed range of transmission.
Warm extrusion is done above room temperature but below the recrystallization temperature of the material the temperatures ranges from 800 to 1800 F 424 to 975 C. Extrusion temperature profile Source publication 15 Development of nanofibrillar morphologies in poly L-lactidepoly amide blends. 4 Friction extrusion edit Main article.
Still sick but not ER-sick. Basically the orifice die consists of a die base and a die plate in which the profile is formed. Sizes include 15 to 45 inch machines.
This is done for drying but is helpful even if drying is unnecessary not so much for saving energy as for maintaining a consistent feed temperature which may lead to better thickness control. Compression ratio should be low the melt sections should be fairly deeply threaded and the LD ratio should be 201. At present three types of profile dies are used.
Barrier Screw 25 - 30 LD Compression Ratio. Keep in mind that the polymer already had picked up a lot of temperature increase in the melting process and this was added temperature after melting had been completed. All thermal performance data for one inch of extrusion All data is for Tambient 25C and P 10W MPN L mm W mm H of mmFins R 200 lfm oCW R 400 lfm oCW R 600 lfm CW R 800 lfm oCW R natural convection oCW R 200 lfm oCW Ducted ATS-EXL71-300-R0300 37 8 15 95 52 41 35 364 4 ATS-EXL71-1220-R01220.
The plastic extrusion process is a straightforward procedure that involves melting down resin beads raw thermostat material filtering it and then designing it into a given shape. A Mobay processing handbook indicates that a 10-deg-F change in a 390F rear barrel zone can affect screw power by as much as 20 percent in extrusion of Texin 355D polyurethane. Durch Extrusion können beispielsweise nahtlose Platten Rohre und Profile mit über der Länge konstantem Querschnitt hergestellt werden.
U₀ The overall heat-transfer coefficient. Guidance on settings for injection moulding our TPE compounds. Q U₀A₀ΔT₀ when.
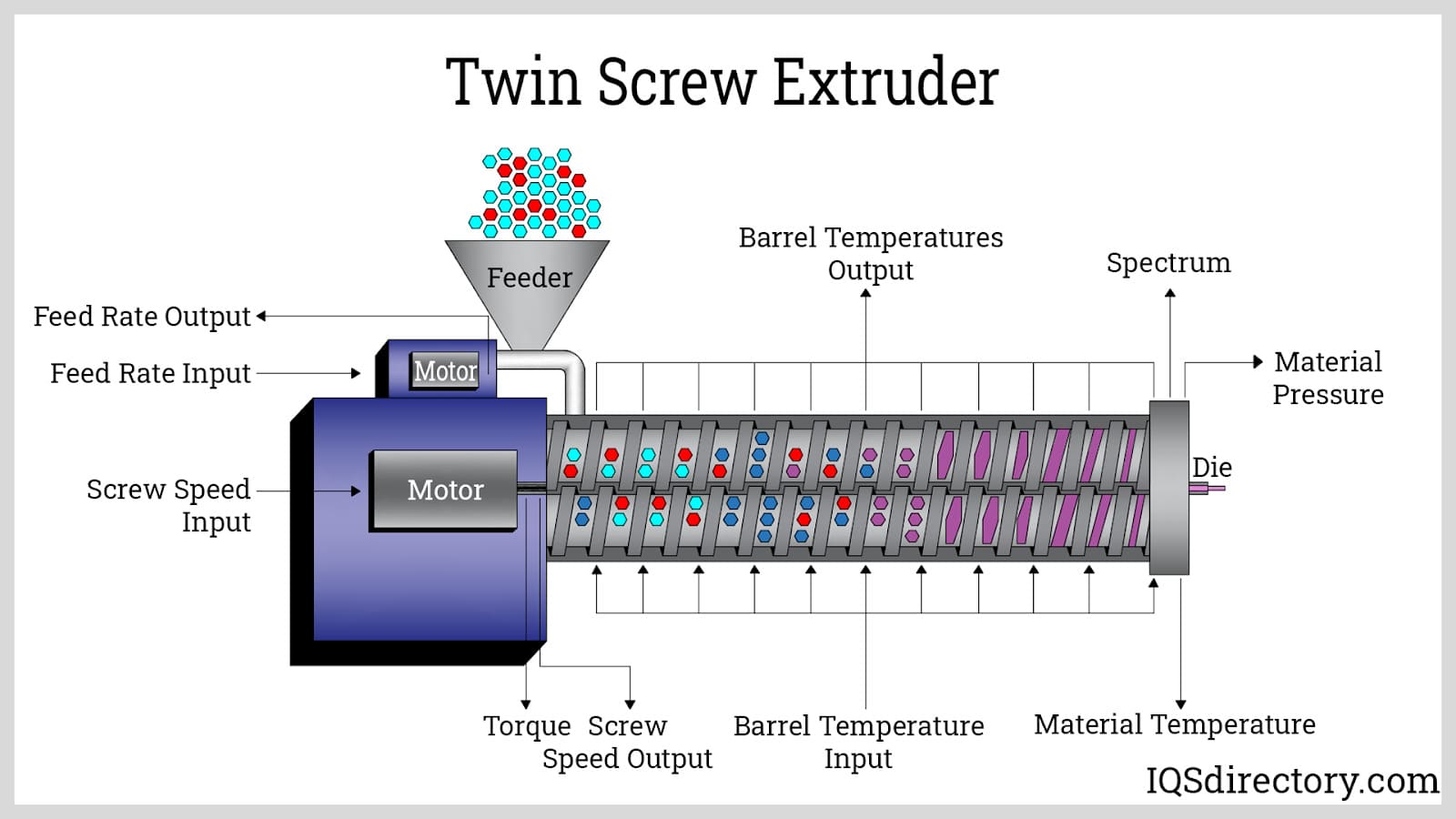
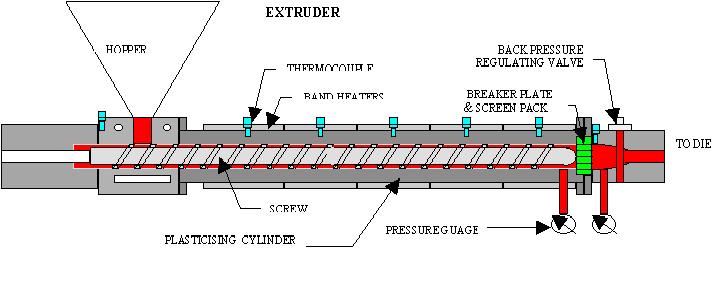
In most processes a heating profile is set for the barrel in which three or more independent PID-controlled heater zones gradually increase the temperature of the barrel from the rear where the plastic enters to the front. PP - Polypropylene Extruder. Please consult your material and.
The following are suggested purging procedures for extrusion profile as it applies to resin or color change applications. In diesem Fall spricht man. The rotating screw helps in pushing down a heated barrel to a given temperature.
Auch Kunststoffbehälter wie Flaschen Dosen oder Kraftstofftanks werden durch Extrusion hergestellt. Understanding Plastic Extrusion. Maintain temperature and RPM settings for resident resin.
Sure enough a few spoonfuls of cold yogurt later it was down to 1002. This allows the plastic beads. Role of the matrix elasticity and identification of the.
6 of total heating generated in the flight clearance. It is usually used to achieve the proper balance of required forces ductility and final extrusion properties. Profile extrusion refers to the extrusion of polymer melts through dies of cross sections that are neither round annular or rectangular with an aspect ratio WH greater than 100.
150 205C should not exceed 205C. Extrusion coating where high melt temperature means lower viscosity and better adhesion to paper and other substrates. Single Screw with vacuum grooved feeding section Screw Design.
Q The rate of heat of transfer Btuhr lbhr specific heat melt temperature minus exit temperature. Lesson learned and applied to extrusion. Compression ratio of 25 to 1 or 30 to 1.
This is meant as a general guide. Lead 45 in flight width 0450 in and radial flight clearance 0005 in. If the temperatures on the first few zones are set too low you will sometimes see small gels or unmelted particles in the extrudate.
PC - Polycarbonate Extruder. Cleaning Raise temperature of all heater bands for about 20 C and purge by using polypropylene PP with MFI 2305 12 g10 min MFI 2305 12 g10 min Dissemble the die Continue to purge extruder with PP and reduce temperature to about 170 C. A low billet temperature can freeze in the die to create a sticker or cause the die to break.
Lined with a wear and chemical resistant layer of Xaloy 101. Billet temperature at the entry of the extrusion press is a critical process control parameter. 200-250C 392-482F Melt Temperature.
By substituting an actual extrusion condition in this simple formula your overall heat-transfer coefficient Uo can be determined. Temperature setting of heating zones should always be 10 K above melting point of resins. Orifice dies multistage dies and tapered profile dies.
Know where you are measuring what to expect and what may throw off the results. This will often improve feeding and therefore the rate.

Example Of A Temperature Profile Of Plastic Extrusion Download Scientific Diagram

Initial Extrusion Conditions For The Pp And Hdpe Resins Used In This Download Scientific Diagram
Plastic Extrusion Tolerances Gemini Group
Plastic Extrusion What Is It How Does It Work Process

Barrel Temperature An Overview Sciencedirect Topics

Schematic Illustration Of The Extrusion Line And The Temperature Of The Download Scientific Diagram
2

Extrusion Results For The Pp Resin Download Scientific Diagram
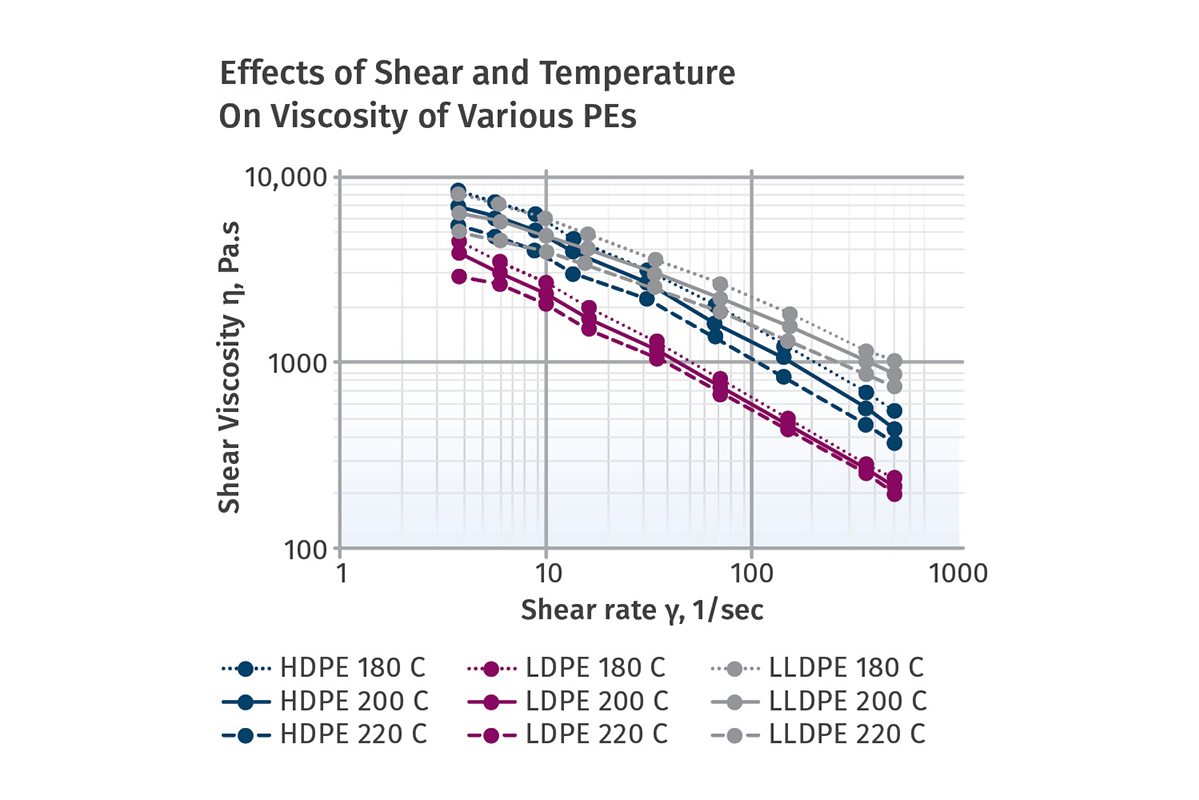
Understanding Viscosity In Extrusion Plastics Technology

Optimize Barrel Temperatures For Barrier Screws Plastics Technology
Injection Moulders Website

Example Of A Temperature Profile Of Plastic Extrusion Download Scientific Diagram

Barrel Temperature Profiles In C Download Scientific Diagram
Pharmaceutics Free Full Text Inline Determination Of Residence Time Distribution In Hot Melt Extrusion Html
The Role Of Screw Design In Efficient Extrusion Of Medical Devices Plastics Technology
Time To Learn About Dynamic Optimization Of Extruder Barrel Temperatures Plastics Technology

Extruder Barrel Temperature Settings Download Table

Time To Learn About Dynamic Optimization Of Extruder Barrel Temperatures Plastics Technology

Understanding Viscosity In Extrusion Plastics Technology



Comments
Post a Comment